A moldagem por injeção de para-choques de automóveis é um processo vital na fabricação automotiva, garantindo que os para-choques dos veículos sejam fortes e leves. Neste artigo, exploraremos o processo completo de moldagem por injeção de para-choques de automóveis, detalhando cada etapa, desde a preparação da matéria-prima até o produto final. Também destacaremos os pontos críticos de controle de qualidade e problemas comuns, fornecendo insights sobre como os fabricantes garantem a segurança e a durabilidade dos componentes de moldes plásticos automotivos.
Visão geral passo a passo de Moldagem por injeção de para-choques de carro
O processo de moldagem por injeção de para-choques de automóveis envolve várias etapas precisas, cada uma crucial para garantir que o produto final atenda aos padrões da indústria. Aqui está um detalhamento do processo:
1. Preparação de matéria-prima
O primeiro passo é preparar as matérias-primas plásticas, normalmente polímeros de alto desempenho, como o polipropileno (PP). Esses materiais são completamente secos para remover a umidade, garantindo consistência durante o processo de injeção.
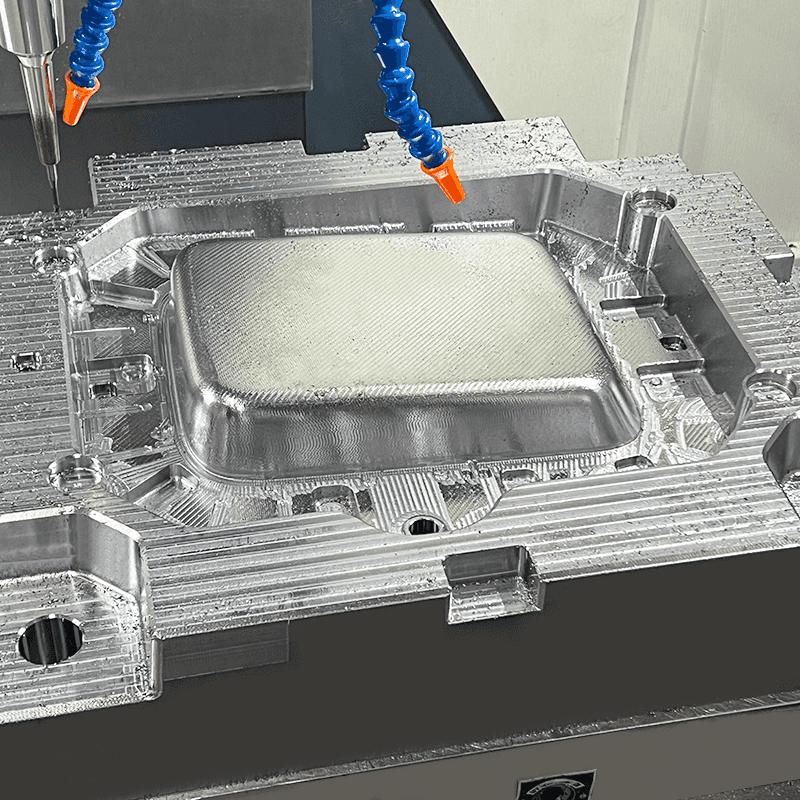
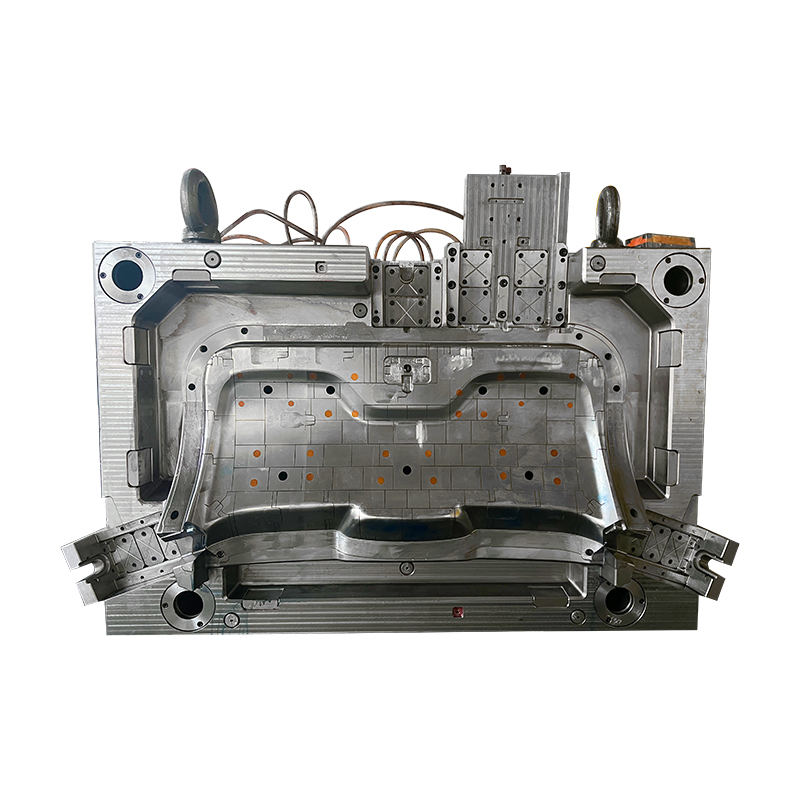
Molde de peças automotivas de injeção
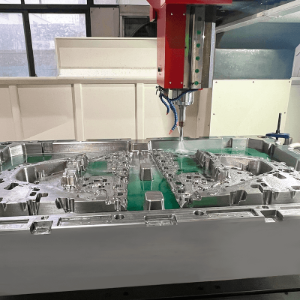
2. Configuração da máquina de moldagem por injeção
O próximo passo é configurar a máquina de moldagem por injeção. Isso inclui configurar a temperatura, a pressão e a velocidade de injeção para garantir que o material flua suavemente para dentro do molde plástico automotivo.
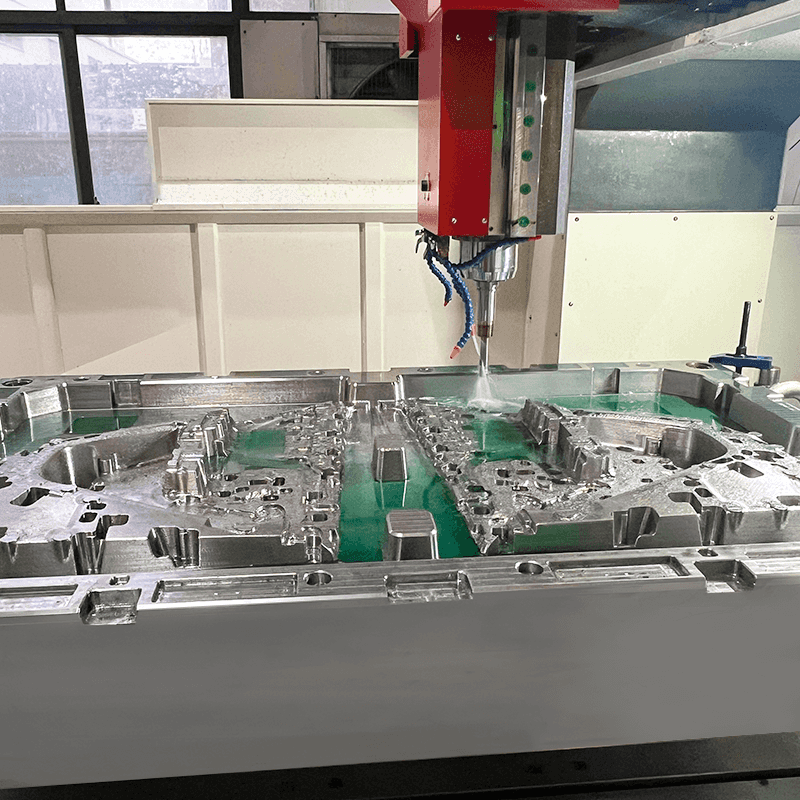
3. Processo de Moldagem
O material plástico é injetado na cavidade do molde sob alta pressão. O molde, projetado sob medida para cada modelo de carro, confere ao para-choque seu formato e dimensões precisos.
4. Resfriamento e Ejeção
Assim que o material preenche o molde, ele começa a esfriar. Após atingir a temperatura desejada, o molde se abre e o para-choque recém-formado é ejetado da máquina.
5. Aparar e Inspecionar
Qualquer excesso de material, conhecido como flash, é cortado. O para-choque passa por uma inspeção de qualidade para verificar defeitos como empenamento, marcas de afundamento ou irregularidades na superfície.
6. Embalagem Final e Envio
Após passar pelas verificações de qualidade, os para-choques são embalados e enviados aos fabricantes automotivos para montagem.
Principais etapas explicadas em detalhes
Para entender melhor o processo de moldagem por injeção de para-choques de carros, vamos nos aprofundar nas etapas críticas:
1. Secagem de matéria-prima
As matérias-primas plásticas devem estar secas antes de entrar na máquina de moldagem por injeção. A umidade pode causar defeitos como bolhas ou pontos fracos no produto final. Secadores são usados para reduzir o teor de umidade a níveis aceitáveis.
2. Configurações da máquina de moldagem por injeção
Configurações adequadas de temperatura e pressão são vitais para alcançar uma qualidade consistente. Temperatura incorreta pode causar degradação do material, enquanto pressão inadequada pode levar ao enchimento incompleto do molde plástico automotivo.
3. Ciclo de abertura/fechamento do molde
A abertura e o fechamento do molde são etapas críticas. Muito rápido e pode levar à deformação da peça; muito lento e a velocidade de produção diminui. Sensores avançados são usados para garantir precisão no tempo.

4. Resfriamento e desmoldagem
O resfriamento é essencial para a estabilidade do produto final. Se o para-choque esfriar de forma irregular, pode ocorrer deformação. Técnicas adequadas de ejeção também evitam danos ao para-choque durante a remoção do molde.
Pontos de Controle de Qualidade
Manter a qualidade da moldagem por injeção do para-choque do carro é crucial para a segurança e o desempenho do veículo. Cada etapa possui pontos específicos de controle de qualidade que precisam ser monitorados de perto:
*Secagem de materiais: Garantir que os materiais estejam totalmente secos evita defeitos como vazios ou pontos fracos.
*Temperatura do molde: Manter a temperatura correta evita marcas de afundamento ou preenchimentos incompletos no molde plástico automotivo.
*Controle de pressão: A pressão adequada garante que o molde esteja completamente cheio, evitando defeitos como disparos curtos.
*Processo de ejeção: O tempo de ejeção é crucial para evitar empenamento ou rachaduras no para-choque recém-formado.
Problemas e soluções comuns
Aqui estão alguns dos problemas mais comuns encontrados durante o processo de moldagem por injeção de para-choques de carros e as soluções para resolvê-los:
1. Deformação
Pode ocorrer deformação se o processo de resfriamento for irregular. A solução é otimizar os canais de resfriamento dentro do molde, garantindo uma distribuição uniforme do calor.
2. Marcas de pia
Marcas de pia são depressões que podem se formar na superfície do para-choque devido à pressão insuficiente da embalagem. Este problema é resolvido aumentando a pressão de embalagem ou ajustando o tempo de resfriamento.
3. Tiros curtos
Um tiro curto ocorre quando o molde não está completamente cheio de plástico. Isto pode ser devido a pressão inadequada ou material insuficiente. Ajustar a velocidade e a pressão da injeção normalmente resolverá esse problema.
4. Flash
Flash é o excesso de plástico que escapa da cavidade do molde durante a injeção. Isto geralmente é causado por mau alinhamento do molde ou pressão de injeção excessiva. Garantir o alinhamento adequado do molde pode evitar este problema.